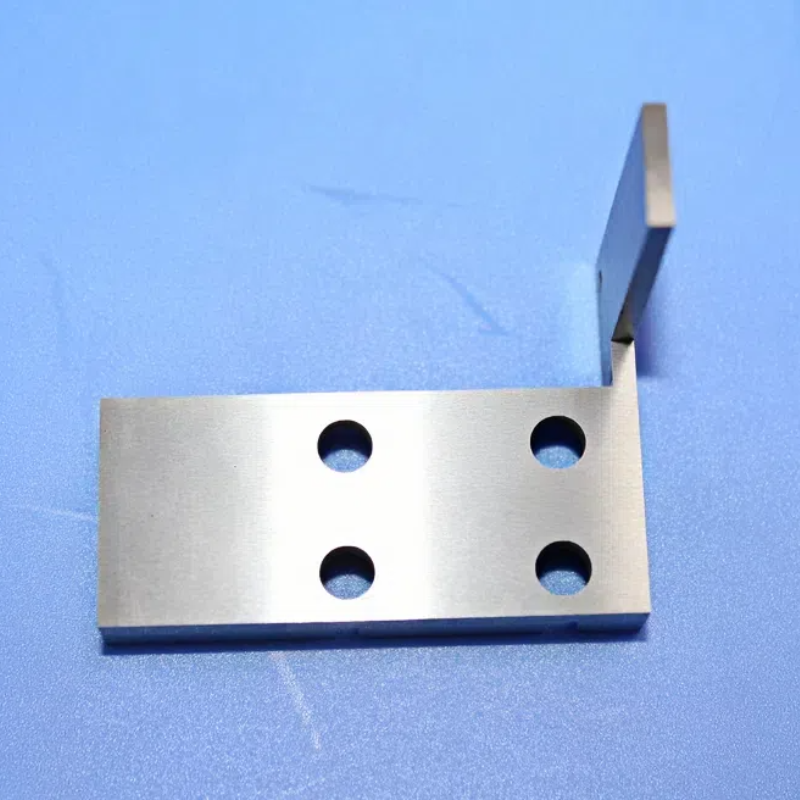
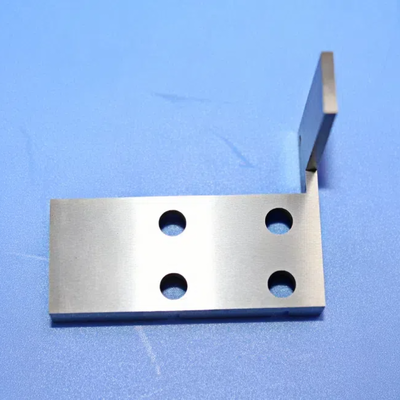
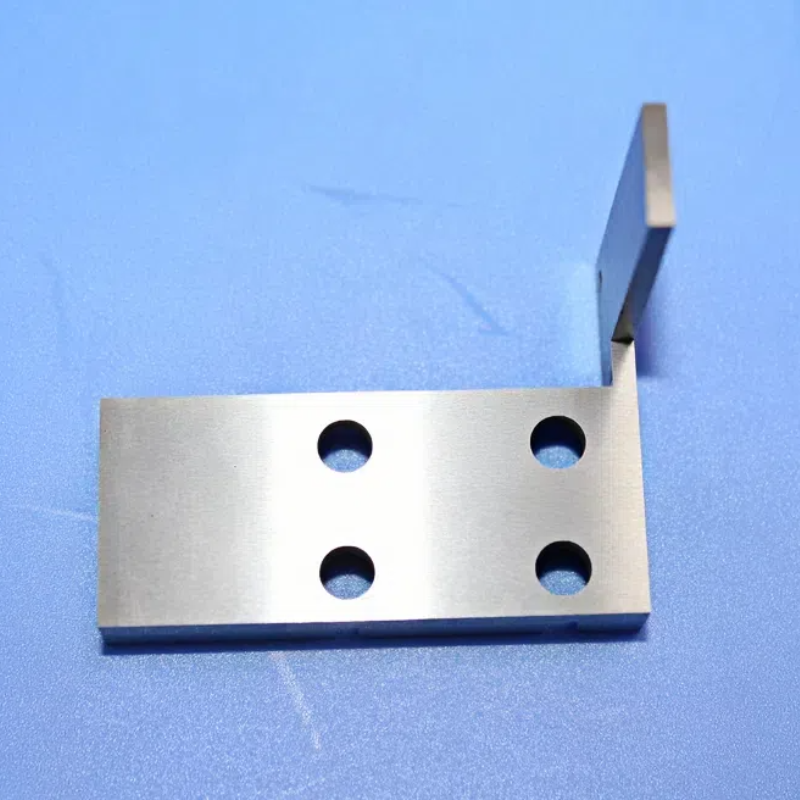
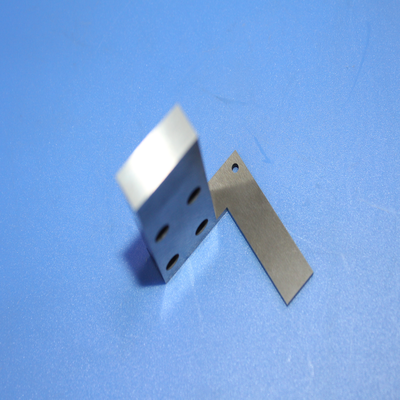
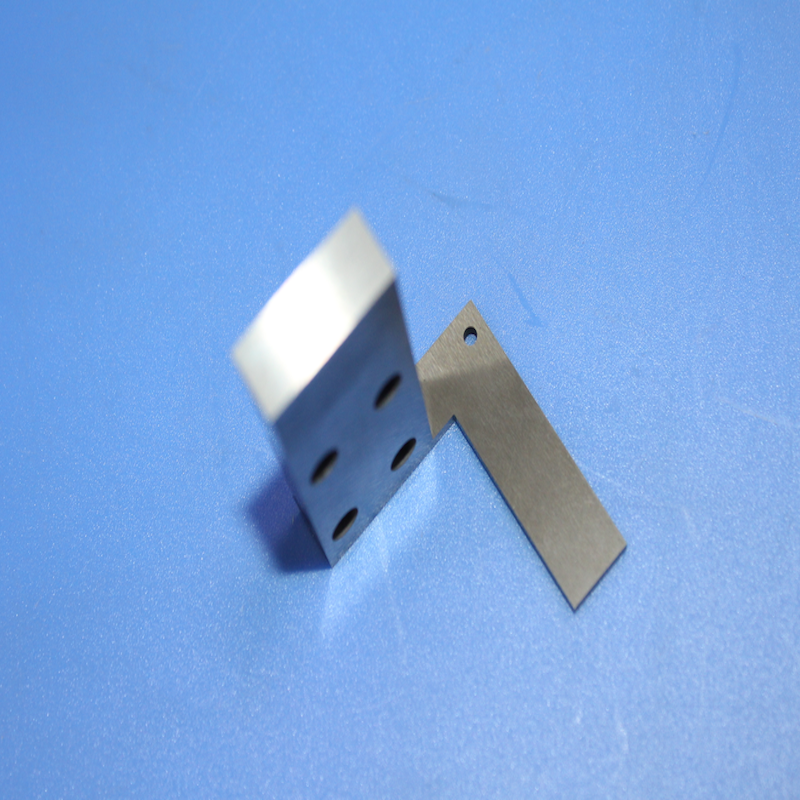
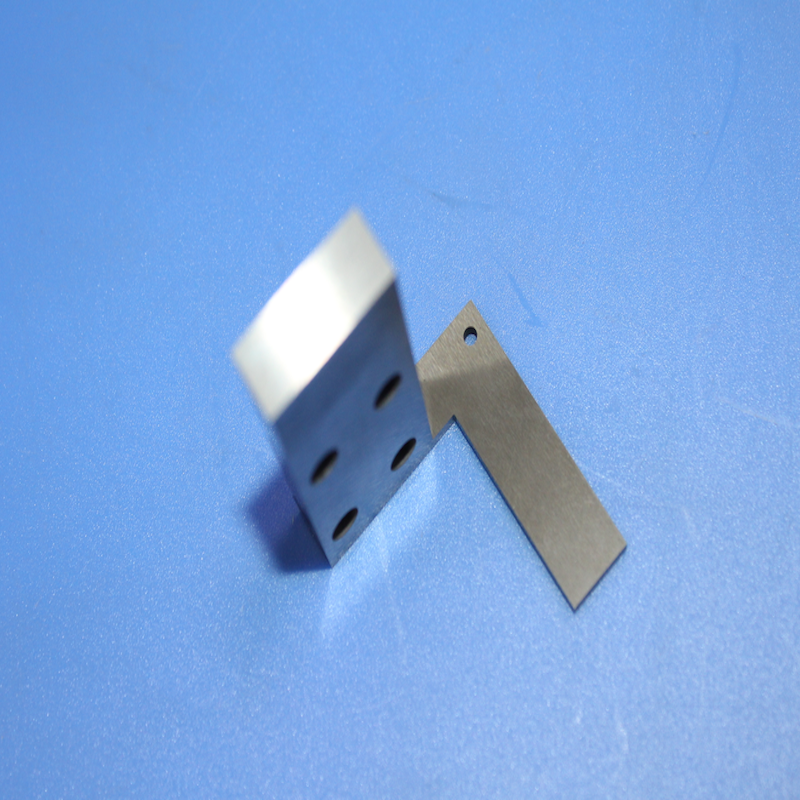
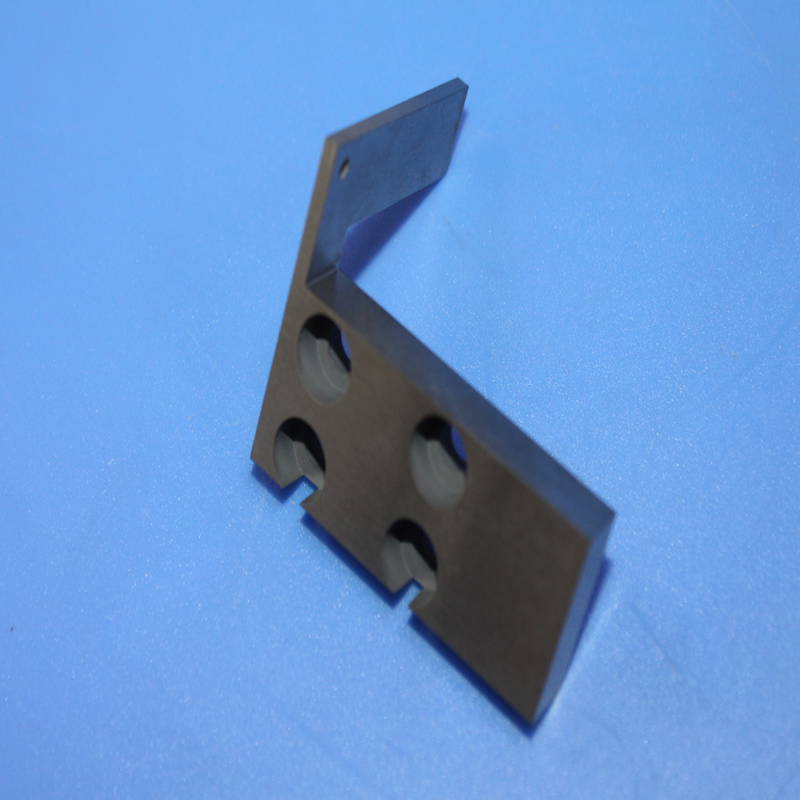
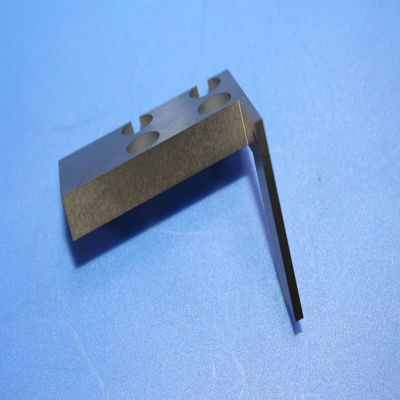
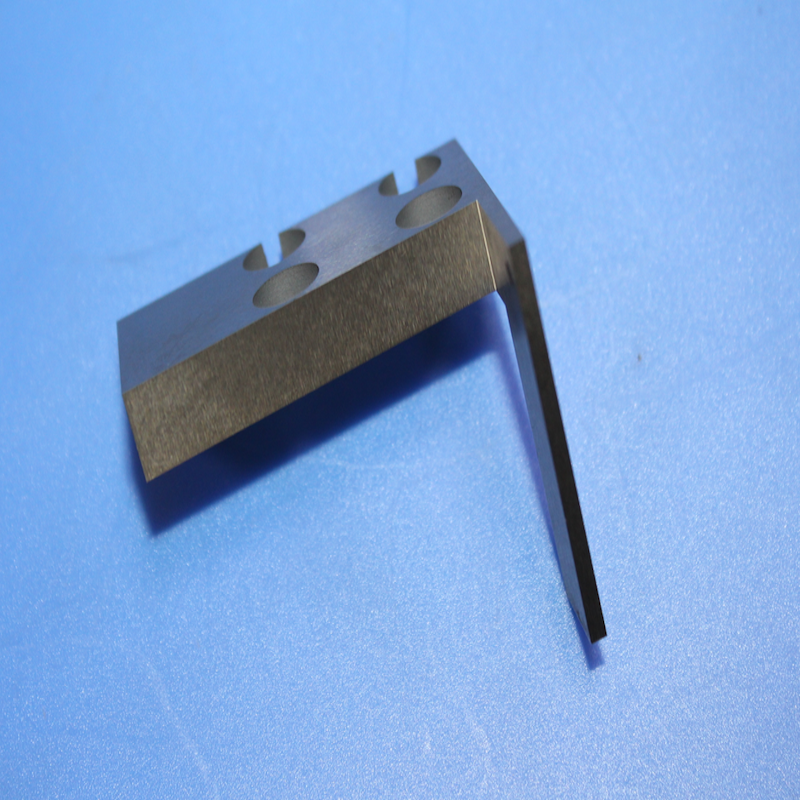
Pièces profilées à 4 trous en alliage non magnétique personnalisées pour l'assemblage et l'outillage
Contrairement aux bagues, bagues ou inserts à simple alésage standards, leComposant profilé à quatre alésages en alliage non magnétiquefusionne deux exigences difficiles en une seule :un profil extérieur non linéairecombiné avecplusieurs trous de précision qui doivent maintenir des relations de position exactes. Cette combinaison est exigeante à usiner, mais elle est essentielle dans les montages personnalisés, les outils d'alignement multipoints, les supports de pièce EDM et les étalons d'étalonnage où les interférences magnétiques doivent être éliminées.
La pièce « en forme de quatre trous » : lorsque la complexité géométrique rencontre la précision de la position des trous, les catalogues standard prennent fin et l'ingénierie personnalisée commence. Dans l'inspection automatique, l'alignement des matrices et le montage des capteurs, les propriétés non magnétiques ne sont qu'une partie des exigences ; le véritable besoin est un composant unique qui positionne et guide sans interférence magnétique.
Des matériaux qui répondent aux besoins
Nous commençons paralliages austénitiques non magnétiques(aciers inoxydables de la série 300, aciers austénitiques à haute teneur en manganèse ou carbure cémenté WC-Ni lorsque la dureté est critique) qui restent amagnétiques en service.
- μ < 1,002 perméabilité- vérifié si nécessaire
- Fabrication: fraisage CNC multi-axes, électroérosion à fil, électroérosion à platine
- Options de dureté: de l'acier austénitique (HRC 25‑48) au WC‑Ni (HRA 89‑92) selon les besoins de résistance à l'usure et à la coupe
- Anticorrosion: idéal pour les applications en salle blanche, médicales ou de manipulation de fluides
Pourquoi « En forme + quatre trous » est difficile – et comment nous le résolvons
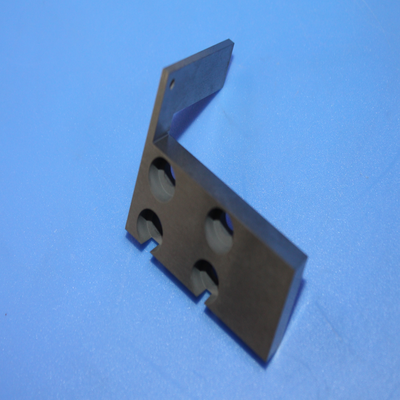
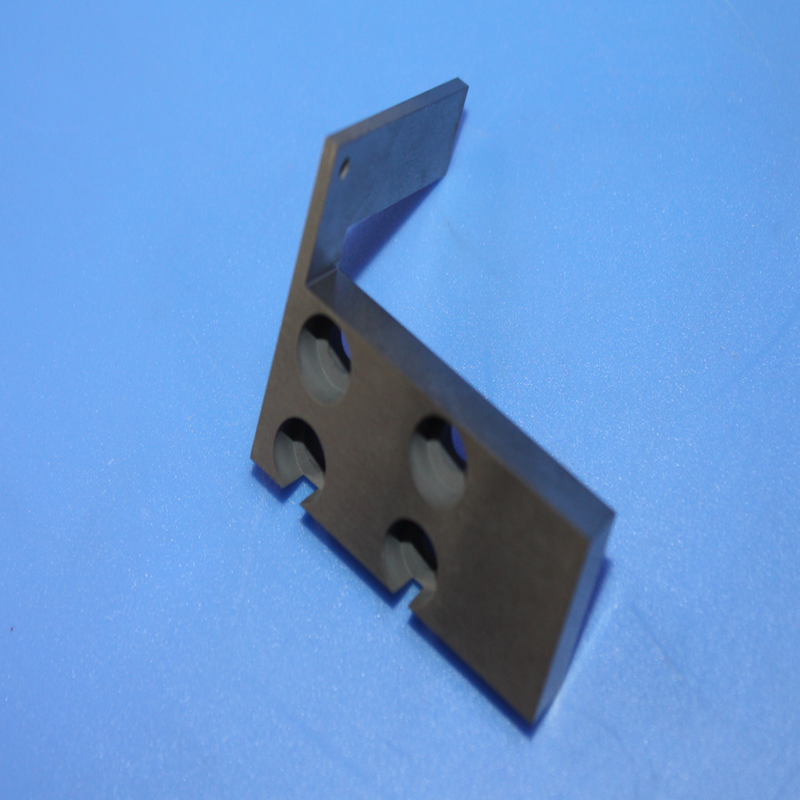
Contrairement aux simples anneaux ou aux bases rectangulaires, unprofil extérieur profiléavecquatre alésages de précisionnécessite :
- Usinage multi-configurations- chaque configuration introduit un désalignement potentiel
- Détente- un enlèvement de matière asymétrique peut provoquer une distorsion
- Contrôle de position trou à trou- particulièrement difficile lorsque les trous ne sont pas en ligne droite
- Préservation des propriétés non magnétiques- le meulage ou l'EDM peuvent induire des contraintes de surface ou du magnétisme s'ils ne sont pas contrôlés
Comment nous le résolvons : Planifier la séquence à partir du solide ; utilisez l'électroérosion à fil pour le positionnement du contour et de l'alésage dans une configuration serrée ; soulager le stress après l'ébauche ; vérifier la position des trous avec la MMT.
Applications clés (où la forme et les trous sont importants)
- Montage d'inspection (MMT / systèmes de vision)- Un support incurvé ou étagé avec quatre trous taraudés pour monter des capteurs ou des sondes - non magnétique éliminant les interférences par courants de Foucault.
- Support de travail EDM (fixations submersibles)- Support à profil complexe avec quatre trous de montage affleurants ou pour électrodes ; l'acier inoxydable austénitique résiste à la corrosion dans le fluide diélectrique.
- Gabarits d'assemblage (alignement en plusieurs parties)- Une base profilée avec quatre trous de cheville de précision qui localisent les composants d'accouplement - sans aimant évite l'attraction des particules sur des lignes épurées.
- Étalons d’étalonnage/test- Un artefact de forme unique avec quatre alésages de référence pour qualifier les systèmes de mesure.
- Automatisation magnétique sensible (outillage pick-and-place)- Plaque de montage d'effecteur terminal personnalisée avec quatre trous traversants et un motif de découpe non rectangulaire.
Capacité de base et différenciation
Notre approche :usiner l'ensemble du composant à partir d'une seule pièce d'alliage non magnétique, assurant à la foisμ < 1,002 perméabilitéetprécision permanente de la position du trou.

| Propriété / Exigence |
Notre composant profilé à quatre alésages |
Alternative standard |
| Perméabilité magnétique |
< 1,002 (vraiment non magnétique) |
Magnétique (4140 / acier doux) |
| Forme extérieure |
Personnalisé (incurvé, étagé, non rectangulaire) |
En forme de I ou rectangulaire uniquement |
| Nombre de trous |
Jusqu'à 4 alésages de précision |
Modèles fixes ; limité |
| Tolérance de position du trou |
± 0,005 mm |
±0,03 mm ~ ±0,3 mm (tel que reçu) |
| Types d'alésage |
Trous de dégagement, taraudés, pour chevilles ou étagés |
Options limitées |
| Intégration |
Pièce unique ; pas d'erreur de montage |
Cale multi-composants / stack-up |
Processus de commande personnalisé
- Télécharger un modèle 3D/un dessin 2D(ÉTAPE, IGES, PDF)
- Sélection des matériaux: acier inoxydable austénitique / acier austénitique à haute teneur en Mn / carbure WC-Ni
- Fabrication(Délai de livraison typique de 5 à 25 jours)
- Inspection et expédition
Prêt à arrêter de faire des compromis avec les assemblages en plusieurs parties ou les blocs magnétiques en acier ?

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!